



中走丝线切割加工 机械精密零件自动化往复中走丝电火花线切割加工

中走丝线切割加工机械精密零件自动化往复中走丝电火花线切割加工





中走丝电火花线切割机,通过多次切割减少材料变形及钼丝损耗带来的误差,使加工质量也相对提高,加工质量可介于高速走丝机与低速走丝机之间。中走丝、慢走丝、快走丝都是指的电火花线切割机床。电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM)。中走丝线切割机床(Medium-speed Wire cut Electrical Discharge Machining简写MS-WEDM),属往复高速走丝电火花线切割机床范畴,是在高速往复走丝电火花线切割机床上实现多次切割功能,被称为“中走丝线切割”。
中走丝线切割加工能正常运行,技术指出必须具备下列条件:
1. 钼丝与工件的被加工表面之间必须保持一定间隙,间隙的宽度由工作电压、加工量等加工条件而定。
2. 电火花线切割机床加工时,必须在有一定绝缘性能的液体介质中进行,如煤油、皂化油、去离子水等,要求较高绝缘性是为了利于产生脉冲性的火花放电,液体介质还有排除间隙内电蚀产物和冷却电极作用。钼丝和工件被加工表面之间保持一定间隙,如果间隙过大,极间电压不能击穿极间介质,则不能产生电火花放电;如果间隙过小,则容易形成短路连接,也不能产生电火花放电。
3. 必须采用脉冲电源,即火花放电必须是脉冲性、间歇性,图1中ti为脉冲宽度、to为脉冲间隔、tp为脉冲周期。在脉冲间隔内,使间隙介质消除电离,使下一个脉冲能在两极间击穿放电。
应用
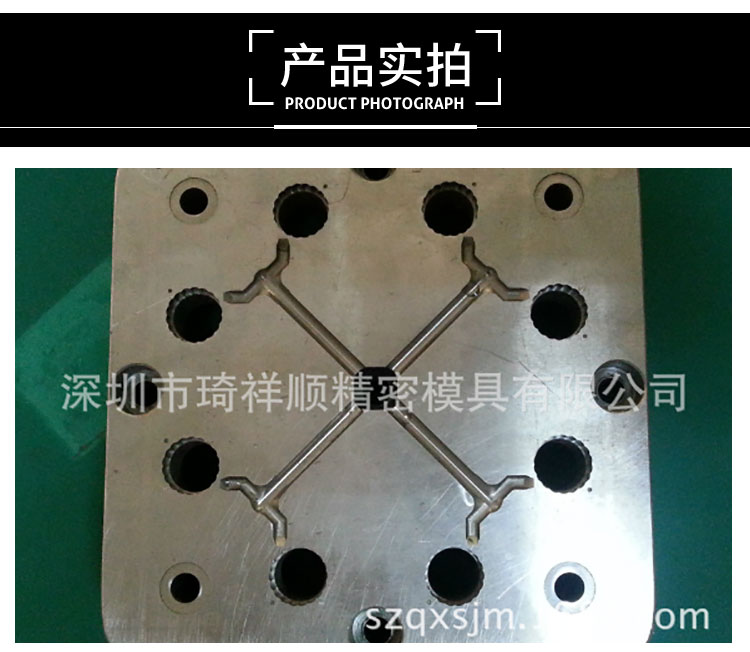
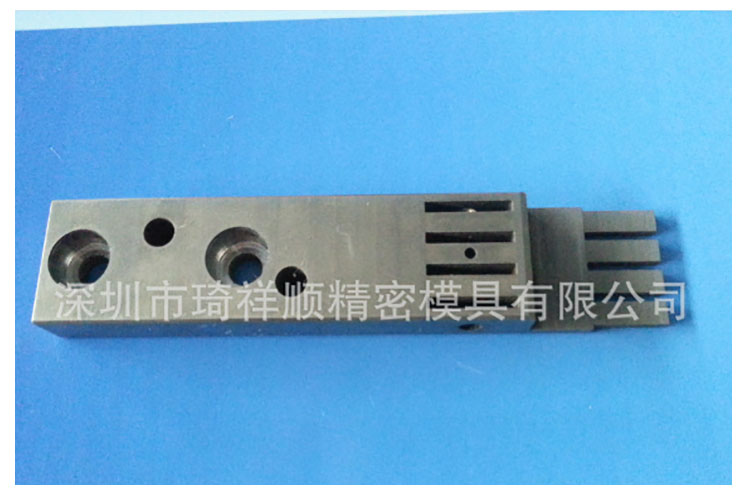
中走丝线切割加工的应用
1.广泛应用于加工各种冲模。
2.可以加工微细异形孔、窄缝和复杂形状的工件
3.加工样板和成型刀具。
4.加工粉末冶金模、镶拼型腔模、拉丝模、波纹板成型模
5.加工硬质材料、切割薄片,切割贵重金属材料。
6.加工凸轮,特殊的齿轮。
7.适合于小批量、多品种零件的加工,减少模具制作费用,缩短生产周期
(深圳市中走丝线切割加工厂家)
中走丝线切割加工 机械精密零件自动化往复中走丝电火花线切割加工


中走丝线切割
¥ 20,000.00
中走丝线切割机床
¥ 80,000.00
中走丝线切割控制柜
面议
供应中走丝中走丝中走丝中走丝线切割
面议
供应中走丝线切割液配方
¥ 1.00
供应苏三光中走丝线切割
面议
供应钜凌中走丝线切割
面议
中走丝线切割 中走丝线切割供应商 中走丝线切割批发 中走丝线切割厂家
¥ 1.00
供应中走丝线切割液
面议