



中走丝批量线割 高速往复中走丝电火花线切割切割机床精密加工

中走丝批量线割高速往复中走丝电火花线切割切割机床精密加工
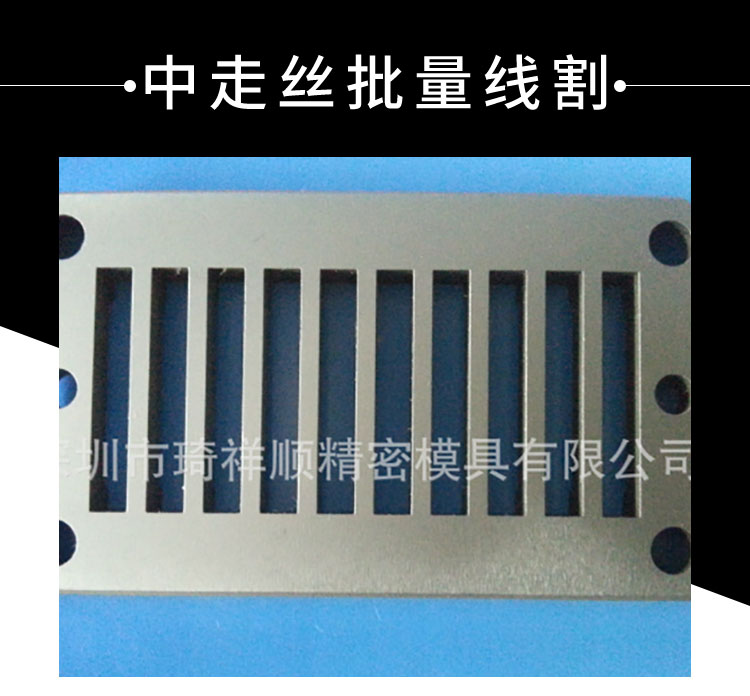



中走丝电火花线切割机,通过多次切割减少材料变形及钼丝损耗带来的误差,使加工质量也相对提高,加工质量可介于高速走丝机与低速走丝机之间。中走丝、慢走丝、快走丝都是指的电火花线切割机床。电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM)。中走丝线切割机床(Medium-speed Wire cut Electrical Discharge Machining简写MS-WEDM),属往复高速走丝电火花线切割机床范畴,是在高速往复走丝电火花线切割机床上实现多次切割功能,被称为“中走丝线切割”。
中走丝线切割加工能正常运行,技术指出必须具备下列条件:
1. 钼丝与工件的被加工表面之间必须保持一定间隙,间隙的宽度由工作电压、加工量等加工条件而定。
2. 电火花线切割机床加工时,必须在有一定绝缘性能的液体介质中进行,如煤油、皂化油、去离子水等,要求较高绝缘性是为了利于产生脉冲性的火花放电,液体介质还有排除间隙内电蚀产物和冷却电极作用。钼丝和工件被加工表面之间保持一定间隙,如果间隙过大,极间电压不能击穿极间介质,则不能产生电火花放电;如果间隙过小,则容易形成短路连接,也不能产生电火花放电。
3. 必须采用脉冲电源,即火花放电必须是脉冲性、间歇性,图1中ti为脉冲宽度、to为脉冲间隔、tp为脉冲周期。在脉冲间隔内,使间隙介质消除电离,使下一个脉冲能在两极间击穿放电。
(深圳市中走丝批量线割厂家)
中走丝批量线割 高速往复中走丝电火花线切割切割机床精密加工


中走丝批量线割 高速往复中走丝电火花线切割切割机床精密加工
¥ 1.00
供应中走丝专用高压水箱,际宇中走丝,珠海中走丝机床,珠海线切割,线割
面议
五金零件线割加工 数控中走丝电火花线切割加工中心机械精密零件加工
¥ 1.00
中走丝 中走丝DK7732
¥ 68,000.00
供应普通中走丝
面议
供应际宇线切割机中走丝/中走丝机床
¥ 100.00
夏米尔中走丝
面议
供应ZGW32中走丝
¥ 126,500.00
阿奇中走丝
面议