
标签视觉检测机 VIS-P520

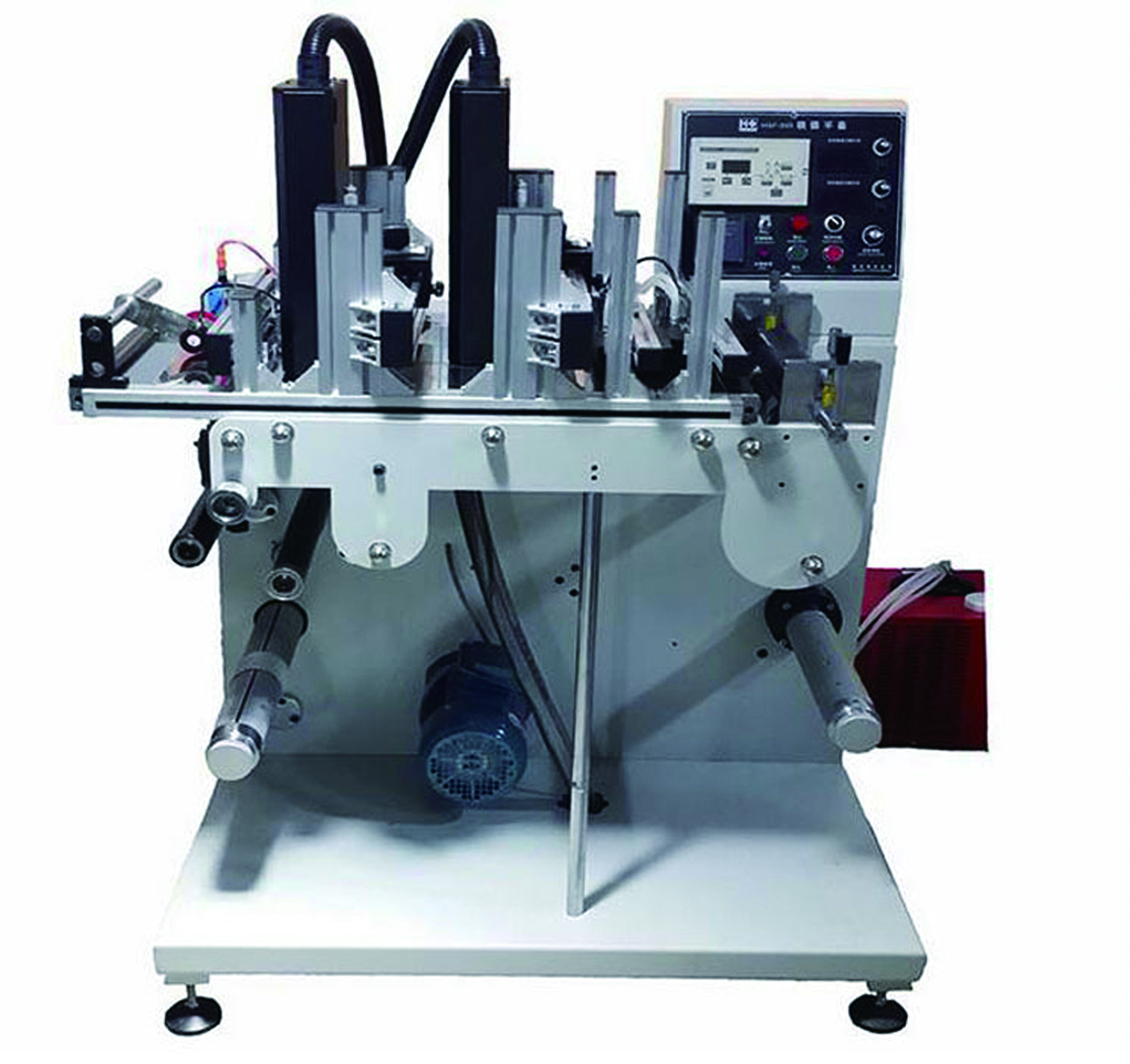
机器视觉检测可以轻松应对金属件产生的质量控制,如汽车零件部件、连接器等。通过图像处理的方法发现金属零件表面的划伤、残缺、变色、粘膜等缺陷,并指导机械传动系统将残缺品剔除,大大提高了生产效率。同时对缺陷类型的统计分析能够指导生产参数的调整,提高产品质量。 1、产品检测状态:离线动态检测 2、检测系统接信号:检测系统与PLC通过串口或TCP/IP进行通信,接收PLC发送的开始 检测命令,系统成像后进行图像处理分析,返回good或NG信号给PLC 3、取图型式:线扫描或帧拍照(黑白或彩色相机视产品生产速度而定) 4、产品检测速度:≤120 米/分钟(视产品图形的复杂程度) 5、检测产品类型:标签 6、产品形状:平面 7、检测产品最大宽度:520mm 8、检测产品允许在线跳动:0~0.8mm 9、视觉处理响应速度:≥100毫秒 10、产品质量监测:多印、少印、污点、刮痕、套色不准、烫金偏差、色差 11、产品质量监测精度:多印(面积)≥0.1mm2、少印(面积)≥0.1 mm2、 污点(面积)≥0.05 mm2、刮痕(面积)≥0.1 mm2、套色不准(尺寸)≥0.2mm, 烫金偏差(尺寸)0.2mm~2.5mm、色差≥△E3 剔除 12、检测形式:可实现分区不同精度要求检测(最多可设定16区) 13、产品误检率:≤0.2%(只会误检成不合格品) 14、系统性能:能够适应缺少光线、或光照以及焦距的变化 15、可根据实际需求定制自动剔除不合产品机构 16、软件算法:深度自学习视教算法、产品深度自动分区算法。
视觉检测 仪器仪表
 公司简介
公司简介 
 广州智远视觉科技有限公司
广州智远视觉科技有限公司 (广州市标签视觉检测机 VIS-P520厂家)
标签视觉检测机 VIS-P520

标签视觉检测机 VIS-P520
面议
标签视觉检测机 VIS-P320
面议
标签视觉检测-广东视觉检测-彤光电子全自动检测
面议
视觉检测-键盘字符标签视觉检测机-精致自动化
面议
键盘字符标签视觉检测机-精致自动化-视觉检测
面议
键盘字符标签视觉检测机-精致自动化-视觉检测
面议
键盘字符标签视觉检测机-视觉检测-精致自动化操作简单
面议
视觉检测-键盘字符标签视觉检测机-精致自动化
面议
键盘字符标签视觉检测机-精致自动化检测功能全-视觉检测
面议