



非标流水线定制 电子产品自动化组装流水线 压杆组件自动化生产线


生产工艺要求
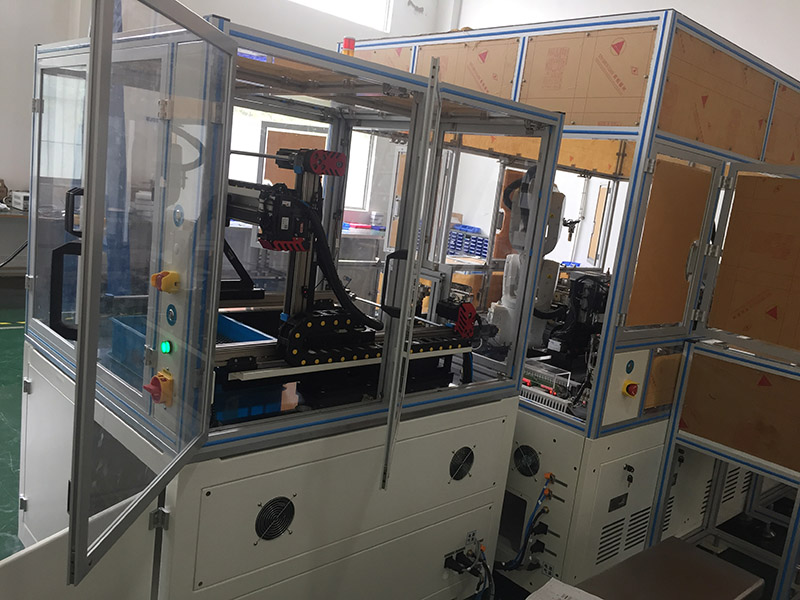
压杆组件自动化组装机:
该自动化生产线由两台6轴机器人、一个压杆组件上料机、9个振动盘及5套模组4套多轴直线模组、三套CCD视觉设计而成。
将10种物料组装到一起, 三套视觉系统对组件、半成品及成品进行监控防止错装、漏装,具有自主软件著作权的软件对整个生产进行监控并同客户MES系统进行实时对接做到品质可控及溯源。
设备简述
此设备总共有10种物料,设备作用是将10种物料组装到一起。而六轴机器人的作用在贯穿
一整个组装流程,从每个零件的转移,到每个零件的组装;都是在六轴机器人下完成,它
是这个设备的'执行官',参与到每一个动作当中;是整个设备的运转纽带。
不良品出料方向(注:设备中密封胶座可以通过压力传感器判断有无损坏,其它工件则通过相机识别有无漏装的情况,而且不管组装过程中密封胶座检测到损坏或相机检测到有漏装的情况,前半部分配件组装完成中如有异常机械手2会把不良品放在不良品皮带上,成品在组装完毕后机械手会把漏装或者密封胶座损坏的不良品亦放到不良品出口里输送出来。)
此设备总共有10种物料,设备作用是将10种物料组装到一起。而六轴机器人的作用在贯穿
一整个组装流程,从每个零件的转移,到每个零件的组装;都是在六轴机器人下完成,它
是这个设备的'执行官',参与到每一个动作当中;是整个设备的运转纽带。
组装过程中监控说明:此次产品总共有10种物料,硬件要求上我们是物料的来料方面都是100%OK的,其中有压杆、花口环、长帽环、压簧、非标垫片以及开口挡圈这6种物料是刚性物件,在来料和外观上保证来料合格。而剩下的花口环0型圈、长帽环O型圈、星型圈和胶座,在来料和外观上不易于区分,可能后续组装中出现不合格或则在设备运行中由于其他因素造成不合格现象,因此设备在运行过程中主要针对这些情况进行监控;
1.首先在物料取放过程中;机械手上的CCD会对每一款物料进行拍照识别,保证每次物料抓取OK;
2.在胶座以及压杆的组装中,进行压力监控(如图1,压力传感器);在正常组装过程中,压杆的压力值变化会出现在几个节点位置上,根据实际组装,设定一个范围值;如出现超出或者低于这个范围值压力,就可判断物料是否好坏,也能判断出物料在组装过程中是否造成损坏,从而判定此物料为NG;随即可将物料放置NG物料区;
3.其他物料在搬运中,如密封圈,本身来料NG的情况下,可能会掉落,在后续组装过程中,CCD会拍摄每一步动作,进行物料比对,看看是否缺失;如有,则判断NG;随即可将物料放置NG物料区;
4.假若物料在外观上的小缺陷是无法识别的,则易引发CCD误判,因此在来料方面必须严格把控
技术参数
| 整机外形尺寸 | 3470*2514*2510(L*W*H) |
| 整机质量 | 800Kg |
| 适用电压 | 220V50HZ |
| 适用气压 | 0.5~0.75Mpa |
| 检测功能 | 工业相机 |
| 气缸 | SMC |
| 伺服电机 | |



(东莞市压杆组件自动化生产线厂家)
非标流水线定制 电子产品自动化组装流水线 压杆组件自动化生产线


非标流水线定制 电子产品自动化组装流水线 压杆组件自动化生产线
面议
供应压杆组件工艺技术(198元 全国货到付款)
面议
30MW太阳能组件生产线土耳其组件生产线
¥ 199,999.00
福建自动化生产线丝杆升降机质优价廉-启泰机械
面议
惠州自动化组件|自动化组件|鸿云自动化
面议
启泰机械-自动化生产线丝杆升降机传动平稳
面议
自动化组件厂家_鸿云自动化_自动化组件
面议
清远自动化组件、鸿云自动化、自动化组件
面议
供应锚杆生产线
¥ 160,000.00